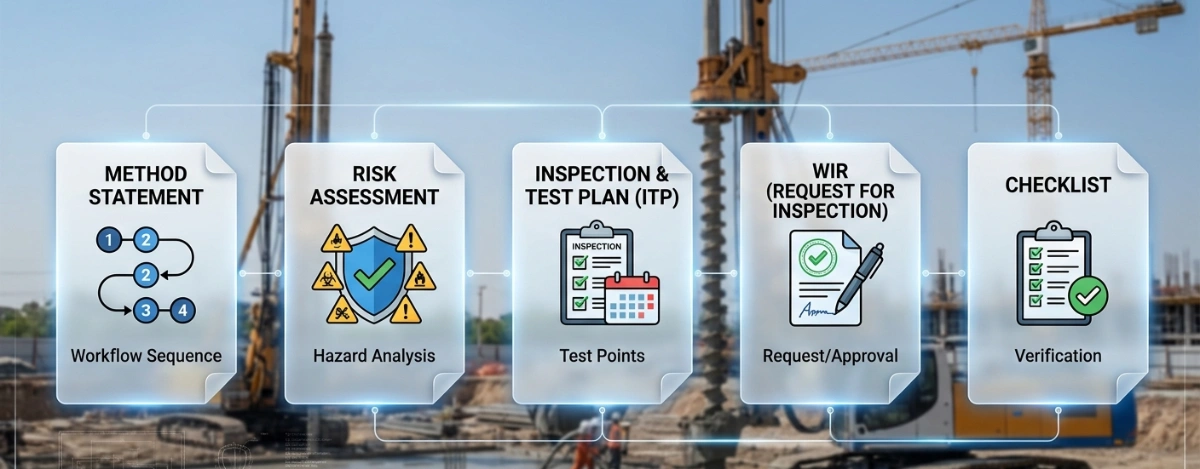
Inspection and Test Plan for Method Statement: Installation of PP-R (Polypropylene Random Copolymer) Hot & Cold Water Supply Piping
AI-assisted inspection and test plan connected to a method statement, with PDF and Excel export.
More than a static template
Unlike a downloadable Word or PDF template, this ITP is an AI-assisted editable starting point directly connected to its method statement. Every inspection activity, hold point, and acceptance criterion is structured and ready to adapt to your project.
- AI-assisted customization — Tailor inspection activities and acceptance criteria to your specific project scope.
- Linked method statement — This ITP is connected to the corresponding method statement describing the work sequence.
- Multiple export formats — Download as a formatted PDF or editable Excel spreadsheet.
- Editable starting point, not a final document — Review and verify all content against your project specifications and standards before use.
What you can customize
When you save this ITP to your account, every inspection row becomes editable. You can add, remove, or modify:
- Inspection activity — Description of what is being inspected.
- Inspection type — Hold point (H), Witness point (W), Review (R), or Monitor (M).
- Responsibility — Contractor, subcontractor, engineer, or client.
- Frequency — How often the inspection occurs.
- Acceptance criteria — Referenced standard or specification requirement.
- Records — Forms, test reports, or checklists required as evidence.
Why this ITP is used
To ensure consistent, verifiable quality and compliance for PP-R piping installations and tests.
Who uses this inspection and test plan
Contractor QA/QC, site engineers, welders, HSE officers, and the Engineer/Client representatives.
When this ITP is prepared and submitted
From material receipt through installation, pressure testing, flushing/disinfection, and final handover.
Who receives or approves this ITP
Engineer/Client Representative
Inspection scope
Materials, welding parameters, joint quality, supports/anchors, expansion provisions, hydrotesting, flushing/disinfection, and documentation.
Typical hold, witness, and review points
Pre-test inspection (W/H), hydrostatic test (W/H), final inspection (W).
Typical inspection records
Material COCs, weld logs with welder IDs, calibration certs, IRs, hydrotest reports, flushing/disinfection certificates, as-builts, O&M manuals.
Important approval note
This ITP is an AI-assisted editable starting point, not a pre-approved document. Before use on any project, all inspection activities, hold points, and acceptance criteria must be reviewed and approved by the relevant parties (superintendent, principal contractor, or client representative) in accordance with your contract and project quality plan.
Always verify acceptance criteria against your applicable drawings, specifications, and regulatory requirements. Hold points must be confirmed with the relevant authority before work proceeds past that point.
Inspection and test plan
| Activity | Inspection / Test | Acceptance Criteria | Responsibility | Record |
|---|---|---|---|---|
| Material receipt and verification | Materials per EN ISO 15874; correct PN/SDR; undamaged | QA/QC Engineer | Material inspection report | |
| Welding machine setup | IR/contact thermometer | 260°C ±10°C at die surface [Verify per manufacturer] | QA/QC Engineer / Welder | Weld parameter log; calibration certs |
| Pipe cutting and end preparation | Square cut; deburred; insertion depth marked | Foreman / QA/QC | In-process checklist | |
| Socket fusion welding | Time/temperature logged | Uniform 360° bead; no twist; times per WPS | QA/QC Engineer / Welder | Weld log with welder ID |
| Support and anchor installation | Spacing within schedule; anchors/guides correct | QA/QC Engineer | Support checklist | |
| Thermal expansion provisions | ΔL calculated; loop/compensator sizes and guide/anchor layout per calc | MEP Engineer / QA/QC | Expansion calc sheet; IR | |
| Pre-test inspection | System complete; vents/drains provided; ends capped | QA/QC / Client Rep | Pre-test IR | |
| Hydrostatic test | Pressure gauge/logging | Per BS EN 806-4/test pack; no leaks; allowable drop [Verify] | QA/QC / Client Rep | Hydrotest report; gauge certs |
| Flushing and disinfection | Chlorine residual; microbiological | Residual and bacteriological per spec [Verify] | QA/QC / Water Lab (if specified) | Flushing record; lab certificates |
| Final inspection and handover | Punch list closed; records complete | QA/QC / Client Rep | Handover dossier approval |
This table is a read-only public reference. Download the PDF or Excel version, or customize this ITP to edit it for your project.
Frequently asked questions
Related method statement
This Inspection and Test Plan is associated with the Method Statement: Installation of PP-R (Polypropylene Random Copolymer) Hot & Cold Water Supply Piping method statement, which describes the step-by-step construction sequence, resources, materials, equipment, safety controls, and environmental controls for this activity.
View the Method Statement: Installation of PP-R (Polypropylene Random Copolymer) Hot & Cold Water Supply Piping method statement →Continue with related inspection, method statement, article, and checklist resources.