Method Statement: Accelerated Steam Curing of Precast Concrete Elements – Method Statement
AI-assisted method statement with matching ITP, PDF download, and Excel export.
More than a static template
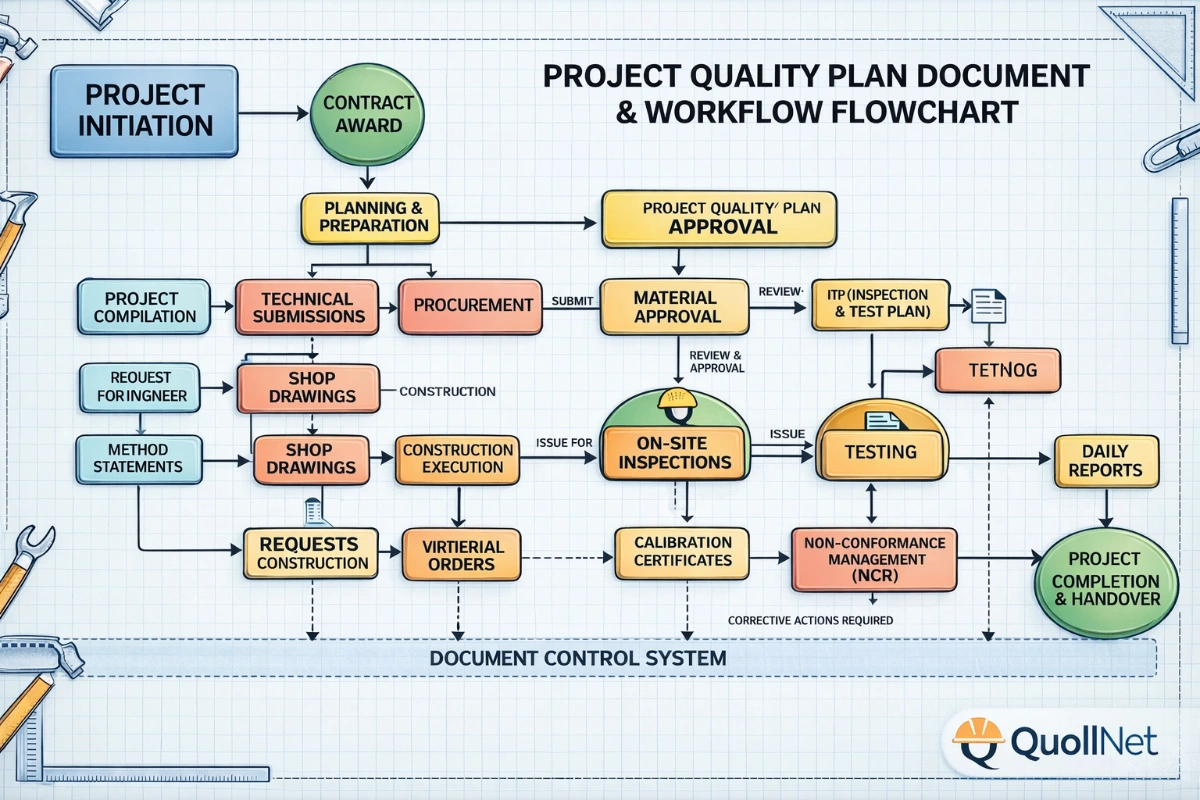
Unlike a downloadable Word or PDF template, this method statement is an AI-assisted editable starting point connected directly to a matching Inspection and Test Plan. Every section is structured, project-adaptable, and ready to export.
- AI-assisted drafting — Customize every section with AI for your specific project scope.
- Linked ITP — A matching inspection and test plan is generated alongside the method statement.
- Multiple export formats — Download as a formatted PDF or editable Excel spreadsheet.
- Editable starting point, not a final document — Review, verify, and adjust all content against your project requirements before use.
Static template vs. Quollnet workflow
| Feature | Static template | Quollnet |
|---|---|---|
| Project-specific content | Manual fill-in required | AI-assisted customization |
| Linked ITP | Separate document, no link | Matching ITP included |
| Export formats | Usually PDF only | PDF and Excel |
| Structured sections | Free-form layout | 13 standardized sections |
| Saved to your account | Local file only | Cloud-saved, reusable |
| Content accuracy | You verify everything | AI-assisted, you still verify |
| Cost | Often free but time-intensive | Free to customize and download |
What you can customize
When you save this method statement to your account, every section becomes editable. The following 13 sections are included:
- Scope — Defines the activity and its boundaries.
- References — Standards, specifications, and drawings.
- Responsibilities — Roles and accountabilities.
- Resources — Labour, plant, and equipment summary.
- Materials — Materials and compliance requirements.
- Equipment — Tools and equipment details.
- Prerequisites — Hold points and pre-conditions.
- Method sequence — Step-by-step construction sequence.
- Safety controls — HSE risk controls and PPE.
- Environmental controls — Environmental mitigation measures.
- QA/QC — Quality inspection and test requirements.
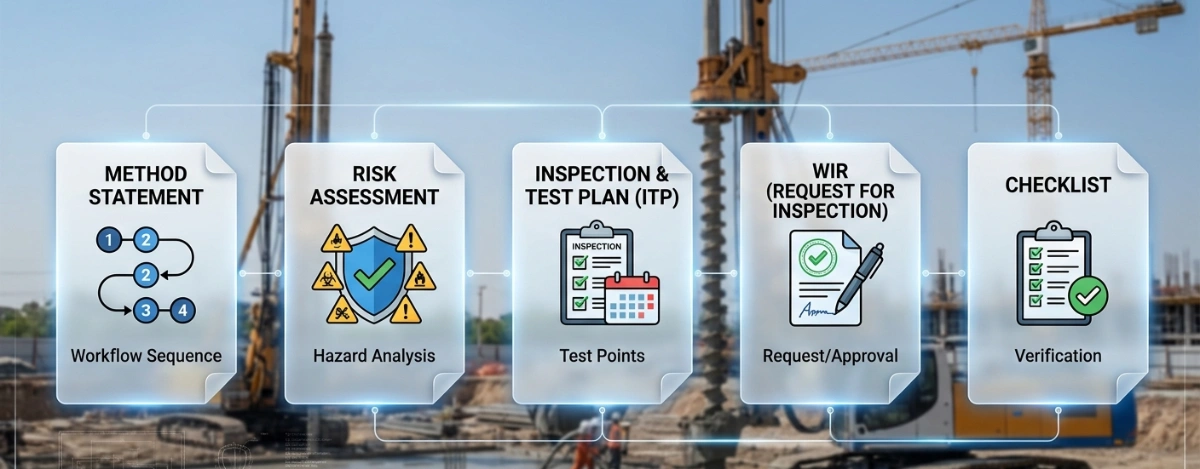
- ITP — Inspection and Test Plan table (has its own page).
- Attachments — Referenced drawings and documentation.
Why this method statement is used
This method statement is used to define and communicate the approved procedure for carrying out method statement: accelerated steam curing of precast concrete elements on site. It ensures the work is planned in advance, the correct resources and controls are in place, and all personnel understand responsibilities, sequence, quality requirements, and safety controls before work begins. It aligns site execution with the documented scope and acceptance expectations.
Who uses this method statement
This method statement is used by contractors, site supervisors, project engineers, QA/QC engineers, HSE officers, consultants, and client representatives. It serves as a shared reference for planning, execution, supervision, inspection, and approval of the activity on site.
When it is prepared and submitted
The method statement is prepared before the work activity starts and submitted as part of the pre-construction documentation package for review and approval.
Who reviews or approves it
The method statement is usually submitted to the client representative, consultant, resident engineer, or project management consultant for review and approval before the work commences.
Important approval note
This method statement is an AI-assisted editable starting point, not a pre-approved document. Before use on any project, all content must be reviewed and approved by the relevant parties (superintendent, principal contractor, or client representative) in accordance with your contract and project quality plan.
For example: if your specification requires a departure from a referenced standard, that departure must be documented and approved separately — this method statement will not capture that automatically. Always verify against your applicable drawings, specifications, and regulatory requirements.
Method statement content
Scope
Purpose
Define the method for accelerated steam curing of precast concrete elements at atmospheric pressure, including pre-steaming rest, controlled temperature ramp-up, constant-temperature hold, gradual cooling, and comprehensive recording of time–temperature profiles for QA/QC.
Scope of Work
- Applicable to structural and architectural precast elements manufactured at precast yard.
- Covers setup of curing enclosures/chambers, steam generation and distribution, installation and calibration of temperature sensors, curing cycle execution, monitoring, demoulding/release checks, documentation, and nonconformance handling.
- Excludes prestress detensioning method (addressed in a dedicated method). Interface: release strength verified before any lifting or detensioning.
Objectives
- Achieve specified release strength without inducing thermal cracking or durability risks.
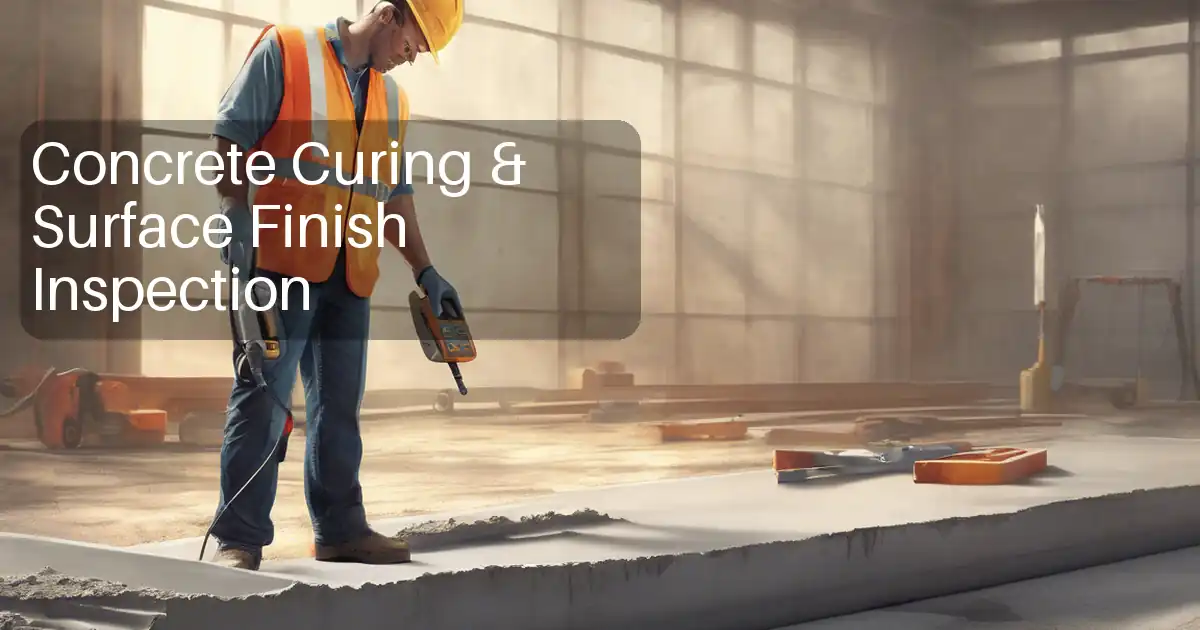
- Maintain curing humidity near saturation to prevent surface desiccation.
- Provide auditable QA records including time–temperature histories, calibration certificates, and test results.
Key Performance Targets [Verify per project specifications]
- Pre-steam rest: until initial set (ASTM C403) or minimum 2–4 h, whichever governs.
- Heating ramp: ≤ 20–30°C/h.
- Maximum concrete temperature: 50–65°C typical (do not exceed 70°C to mitigate DEF risk).
- Hold duration: as required to achieve specified release strength or maturity index.
- Cooling ramp: ≤ 20–30°C/h to within 10°C of ambient before exposure.
- Maximum internal concrete temperature gradient (core-to-surface): ≤ 20°C typical.
- Relative humidity in chamber: target ≥ 95% RH.
References
| Document Type | Reference / Number | Revision | Notes |
|---|---|---|---|
| Standard | ACI 517.2R | Latest | Apply recommended temperature ramps and humidity control [Verify per project specifications]. |
| Code | ACI 318 | Latest | Release strength requirements and exposure classifications [Verify per project specifications]. |
| Standard | ASTM C684 | Latest | Applicable to lab correlation of accelerated curing with standard curing. |
| Standard | ASTM C403/C403M | Latest | Used to confirm start of safe pre-steam heating. |
| Standards | ASTM C39/C31/C1064/C231/C138 | Latest | Standard fresh and hardened concrete testing. |
| Standard | BS EN 206 | Latest | Keep max concrete temperature within limits to avoid deleterious reactions [Verify per project specifications]. |
| Standard | BS EN 13369 | Latest | General precast QA and curing provisions. |
| Guideline | PCI MNL-116 / 117 | Latest | Industry best practice for steam curing cycles, records, and release checks. |
| Standards | ISO 9001/45001/14001 | Latest | Management framework for QA/HSE/Environmental controls. |
Responsibilities
| Role | Responsibility | Name / Party |
|---|---|---|
| Manager | Lead | Contractor |
| Engineer | QA/QC | Contractor |
| Technician | Execution | Contractor |
| Engineer | Specialist | Contractor |
| HSE | HSE | Contractor |
| Technician | Support | Contractor |
| Laboratory | Independent | Third Party |
Resources
| Resource Type | Description | Quantity | Remarks |
|---|---|---|---|
| Personnel | Plant Manager, QC Engineer, Curing Operator(s), Boiler Operator, Electrician/Instrumentation Tech, HSE Officer, Yard Supervisor, Crane/Lifting Team (for handling). | As required | |
| Documentation | Approved mix designs, curing schedule sheets, calibration certificates, ITP, checklists, batch tickets, MSDS/SDS for admixtures, permits. | Per batch |
Materials
| Material | Specification / Grade | Quantity | Remarks |
|---|---|---|---|
| Concrete | As approved | ||
| Sensors | IEC compliant | ≥2 per element or 1 per 2 m of length; plus ambient/chamber sensors [Verify]. | |
| Covers/Seals | Heat-resistant | As required | |
| Chemicals | Per OEM | As required |
Equipment
| Equipment | Capacity / Type | Quantity | Inspection Required |
|---|---|---|---|
| Boiler | Sized per load [Verify] | 1+ | Yes |
| Chamber/Enclosure | Per bed | As required | Yes |
| Logger | ≥8 channels [Verify] | ≥1 per chamber | Yes |
| Thermocouple kit | As required | Yes | |
| Hoses/Manifolds | As required | Yes | |
| Ancillary | Set | Yes |
Prerequisites
Approvals and Documentation
- Approved mix design, method statement, and ITP available.
- Latest calibration certificates for boilers, gauges, relief valves, thermocouples, and data loggers.
- Curing schedule sheet prepared for each batch/bed with target ramp/hold/cool parameters.
Permits and Briefings
- Pressure systems/boiler permit, hot work permit if required for steam operations [Verify per project HSE plan and local regulations].
- Task-specific risk assessment and toolbox talk completed; roles and emergency procedures briefed.
Equipment and Enclosure Readiness
- Enclosure integrity verified: covers, seals, drains, manifolds, and condensate paths clear; no tripping hazards.
- Steam generator warmed up and controls tested; safety valves function-tested per OEM; blowdown performed as scheduled.
Instrumentation
- Sensors assigned unique IDs and locations on drawings; minimum sensors: one near surface (≤20–30 mm cover) and one near core (≥1/3 element thickness) per representative element; plus chamber air sensor [Verify per project specifications].
- Data logger time synchronized; logging interval set to 1–5 minutes [Verify].
Concrete and Production Readiness
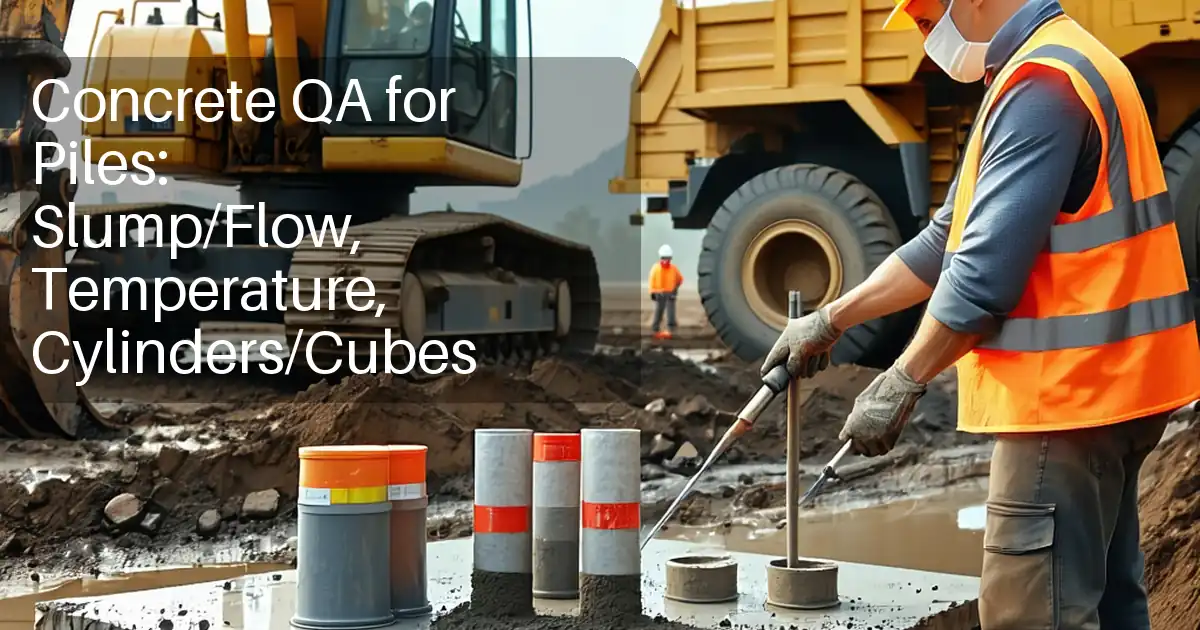
- Verify fresh concrete properties (slump/flow, temperature, density, air) within approved limits.
- Forms, reinforcement, and inserts inspected and accepted.
- Lifting plan in place for demoulding and transfer post-curing.
Method Sequence
| Step | Activity | Description | Responsibility | Inspection / Hold Point |
|---|---|---|---|---|
| 1 | Element casting and initial rest | Cast and finish element. Record casting time. Cover to prevent evaporation. Allow pre-steam rest until initial set confirmed by ASTM C403 or minimum 2–4 h [Verify]. Avoid steam impingement before initial set to prevent surface damage. | Production + QC | Fresh concrete checks; initial set verification |
| 2 | Sensor installation | Install thermocouples at surface and core locations before or immediately after finishing using sleeves/grommets. Secure leads to avoid damage. Connect to data logger; verify channel IDs and live readings. | QC + Instrumentation | Visual check; channel verification |
| 3 | Enclosure sealing | Close chamber/tarpaulins. Check gaskets, seams, and drains. Install barriers/signage to restrict access. Confirm humidity management provisions in place. | Curing Operator | Pre-heat checklist |
| 4 | Start pre-heating/steam admission | Introduce low-flow steam to raise chamber temperature gradually once initial set is reached. | Curing Operator | Monitor temperature rise |
| 5 | Ramp-up control | Increase temperature at controlled rate to target hold temperature. | Curing Operator + QC | Continuous logging; hourly check |
| 6 | Constant-temperature hold | Maintain chamber at target temperature (typically 50–65°C) and near-saturation humidity. Duration per maturity or correlation to required release strength. | Curing Operator + QC | 5–15 min checks; alarms on logger |
| 7 | Controlled cooling | Reduce steam and allow gradual cooling to approach ambient. Use vents as needed to control rate and prevent thermal shock. | Curing Operator | Monitor temperature fall |
| 8 | End of cycle and opening | Open enclosure cautiously to avoid steam burns. Confirm condensate is drained. Disconnect sensors after final readings captured and saved. | Curing Operator + QC | Visual; HSE check |
| 9 | Release strength verification | Test representative companion cylinders (ASTM C39) cured alongside or use validated maturity method to confirm minimum release strength. | QC Engineer / Lab | Sampling verification |
| 10 | Demoulding and handling | Apply lifting plan and use approved lifting points. Inspect surfaces post-demoulding. | Yard Supervisor + Lifting Team | Visual inspection |
| 11 | Documentation and archival | Download and label time–temperature files; back up to QA server. Compile batch dossier: batch tickets, logs, calibration, test results. | QC Engineer | Document control review |
Health, Safety and Environment (HSE) – Safety Controls
Task-specific hazards and controls
1) Hazard: Steam exposure and condensate burns
- Likely consequence: Severe burns, scalding, eye injury.
- Engineering/procedural control: Use guarded steam manifolds; slow, controlled opening of valves; install splash guards and drip trays; verify condensate traps functional; open enclosures from leeward side with face/hand protection; purge lines before connection.
- Required PPE: Heat-resistant gloves, face shield over safety goggles, long sleeves, chemical-resistant apron, safety boots.
- Collective measures: Physical barriers and warning signage around curing zones; designated exclusion zone during steaming.
- Inspection/permit/supervision: Daily manifold/hoses inspection; boiler/pressure system permit-to-work; HSE supervision during start-up/shut-down [Verify per project HSE plan and local regulations].
2) Hazard: Pressure system failure (boiler/hoses)
- Likely consequence: Explosion, high-pressure jet, projectiles.
- Engineering/procedural control: Certified boiler with functional relief valves and interlocks; routine blowdown; pressure-rated hoses with whip-checks; prevent kinks and mechanical damage; secure couplings.
- Required PPE: Hard hat, eye protection, gloves, safety footwear.
- Collective measures: Locate boiler in segregated area with blast relief; emergency stop accessible; regular third-party inspections.
- Inspection/permit/supervision: Valid statutory inspection certificates; operator competency records; lockout/tagout for maintenance.
3) Hazard: Slip/trip on wet, condensate surfaces
- Likely consequence: Falls, sprains, fractures.
- Engineering/procedural control: Grade/fall to drains; non-slip mats; housekeeping; prompt condensate removal.
- PPE: Slip-resistant safety boots.
- Collective measures: Cordoned walkways; lighting levels per code.
- Inspection/permit/supervision: Daily housekeeping checklist.
4) Hazard: Electrical equipment in humid environment
- Likely consequence: Electric shock, equipment damage.
- Engineering/procedural control: IP-rated enclosures; GFCI/RCD protection; keep connections elevated and dry; regular PAT testing.
- PPE: Insulated gloves (as required), dry handling.
- Collective measures: Cable management; restricted access to panels.
- Inspection/permit/supervision: Electrical permit-to-work for maintenance; inspection log.
5) Hazard: Confined/Restricted space in curing chambers
- Likely consequence: Asphyxiation, heat stress, entrapment.
- Engineering/procedural control: No entry during active steaming; if entry is required, treat as confined space with gas testing and ventilation.
- PPE: As per confined space plan (gas monitor, harness) [Verify].
- Collective measures: Entry permit system; standby attendant; rescue plan.
- Inspection/permit/supervision: Confined space permit; HSE oversight.
6) Hazard: Heat stress for workers
- Likely consequence: Dehydration, heat exhaustion.
- Engineering/procedural control: Work/rest regime; shaded rest area; cool drinking water; schedule hot tasks in cooler periods.
- PPE: Lightweight breathable PPE; cooling towels as needed.
- Collective measures: Buddy system; heat index monitoring.
- Inspection/permit/supervision: HSE monitoring and first-aid readiness.
7) Hazard: Lifting operations for demoulding
- Likely consequence: Crush injuries, dropped loads.
- Engineering/procedural control: Certified lifting gear; pre-use inspection; follow lifting plan; tag lines; exclusion zone.
- PPE: Hard hat, gloves, safety footwear, high-vis.
- Collective measures: Appointed person and lifting supervisor control.
- Inspection/permit/supervision: Lift plan approval; equipment certificates; competent operators.
8) Hazard: Chemical exposure (boiler treatment/admixtures)
- Likely consequence: Skin/eye irritation, respiratory issues.
- Engineering/procedural control: Use closed dosing systems; follow SDS; spill kits ready.
- PPE: Chemical gloves, goggles/face shield, apron.
- Collective measures: Ventilation; eyewash/shower nearby.
- Inspection/permit/supervision: Chemical handling training; SDS available on site.
Environmental Controls
Controls
- Energy and emissions: Optimize loading of chambers; insulate enclosures; maintain boiler efficiency via proper blowdown and water treatment; consider low-sulfur fuel or electric boilers where feasible. Track fuel/electricity consumption per batch for continuous improvement.
- Noise: Position boiler and vents away from sensitive receptors; fit silencers; restrict start-up to agreed hours [Verify per local regulations].
- Water and condensate: Route condensate to closed drains; prevent discharge to soil; if chemically treated, collect and dispose per SDS and local law. Maintain drip trays under manifolds.
- Air quality/humidity release: Vent during cooling in a controlled manner to prevent visible plume nuisances; avoid venting toward public areas.
- Waste: Replace damaged tarpaulins, hoses, and sensors only as necessary; segregate waste streams; recycle metals and electronics per WEEE rules.
- Spills: Provide absorbent materials; immediate cleanup; reportable incidents logged.
- Monitoring and reporting: Keep environmental log for fuel use, water discharge volumes (if applicable), and any complaints. Review monthly.
Quality Assurance / Quality Control
QA/QC Strategy
- Curing schedule approval: QC to issue a standard profile per element type with allowable ranges (ramp, max temp, hold, cool). Deviations require NCR/Concession.
- Instrumentation: Calibrate data loggers and thermocouples at least every 6 months or per OEM; field verification against reference thermometer before each shift [Verify]. Unique ID and traceability maintained.
- Sensor quantity and placement: Minimum two concrete thermocouples (surface and core) per representative element per bed; add more for elements >8 m length or >250 mm thickness [Verify]. Chamber air sensor mandatory.
- Logging frequency: 1–5 minutes; alarms for over-temperature, rate exceedance, and large gradients.
- Acceptance criteria [Verify per project specifications]:
- Pre-steam rest achieved (ASTM C403 initial set or time-based minimum).
- Ramp-up ≤ 20–30°C/h; cooling ≤ 20–30°C/h.
- Maximum concrete temperature 50–65°C typical; do not exceed 70°C.
- Core–surface gradient ≤ 20°C.
- RH ≥ 95% during hold (or visual confirmation of saturated conditions if RH not instrumented).
- Release strength achieved (e.g., ≥ 70% f'c or specified value) or maturity equivalent with prior correlation.
- Testing frequency:
- Fresh concrete tests each batch: temperature, slump/flow, density, air (as applicable).
- Compressive strength: at least 1 set per curing batch or per 50 m3, whichever is more stringent [Verify].
- Maturity correlation: establish and verify per element/mix at start of production and after any mix change (ASTM C1074 if adopted) [Verify].
- Records: Batch tickets; curing cycle sheet; time–temperature CSV/PDF; calibration certificates; fresh and hardened concrete test reports; inspection checklists; NCRs/Concessions.
- Retention: Maintain records for the contractual period (typ. 10 years) [Verify].
- Audits: Internal monthly audits; external/third-party per contract.
Attachments
Attachments / Appendices
- Typical curing schedule sheet (ramp/hold/cool template) [Insert project-specific form].
- Sensor placement sketch per element type [Attach drawings].
- Boiler/pressure systems certificates and maintenance schedule [Attach copies].
- Example time–temperature log (CSV/PDF) [Attach sample].
- Fresh and hardened concrete test report templates [Attach].
- HSE permits and checklists: Pressure system permit, hot work permit (if applicable), enclosure inspection, start-up/shut-down checklists.
- NCR/Concession forms.
Records Index (per batch)
- Batch tickets; curing cycle sheet; temperature and RH logs; calibration certificates; test reports; inspection checklists; NCR/Concessions; final release authorization.
This content is a read-only public reference. Download or customize to get an editable version.
ITP preview
The first inspection activities from the linked ITP for Method Statement: Accelerated Steam Curing of Precast Concrete Elements:
| Activity | Inspection / Test | Acceptance Criteria | Responsibility | Record |
|---|---|---|---|---|
| Pre-pour inspection | Check against drawings/specs | Forms clean; reinforcement and inserts as approved; release agent applied correctly | QC Engineer | Pre-pour checklist (signed) |
| Fresh concrete testing | ASTM C1064, C231/C138, C143/EN slump-flow as applicable | Within approved mix tolerances [Verify] | QC Technician | Fresh concrete report |
| Initial set verification | ASTM C403 (or timed rest) | Initial set achieved or minimum rest elapsed [Verify] | QC Engineer | Set verification log |
Showing 3 of 12 inspection activities. View full ITP →
Related Inspection and Test Plan
An Inspection and Test Plan (ITP) is available for Method Statement: Accelerated Steam Curing of Precast Concrete Elements. The ITP defines the inspection activities, acceptance criteria, hold and witness points, responsible parties, and records required to verify the work described in this method statement.
View the Method Statement: Accelerated Steam Curing of Precast Concrete Elements ITP →Frequently asked questions
Continue with related Quollnet resources connected to this method statement.