Inspect detailing at penetrations/terminations checklist
Definition: Inspect detailing at penetrations/terminations guides site inspectors and foremen through primers, collars, sleeves, sealants, and protection at interfaces, focusing on compliant, durable waterproofing terminations and excluding general membrane works.
- Verify primers, collars, sleeves, sealants, and protection at critical details.
- Control moisture, adhesion, consolidation, and terminations for watertight reliability.
- Capture batch numbers, measurements, photos, torques, and approvals for traceability.
- Interactive, commentable checklist with export and QR code records.
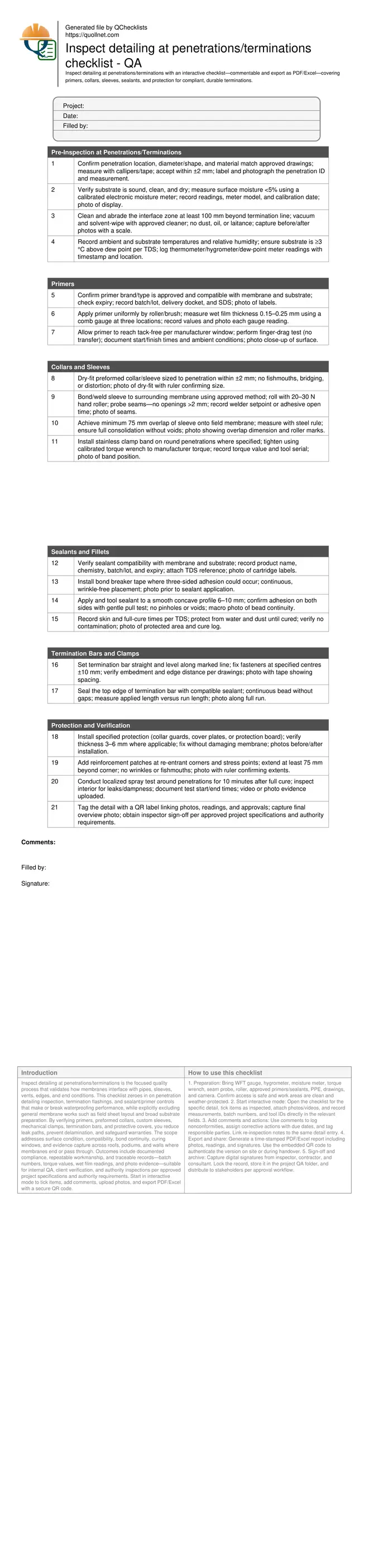
Inspect detailing at penetrations/terminations is the focused quality process that validates how membranes interface with pipes, sleeves, vents, edges, and end conditions. This checklist zeroes in on penetration detailing inspection, termination flashings, and sealant/primer controls that make or break waterproofing performance, while explicitly excluding general membrane works such as field sheet layout and broad substrate preparation. By verifying primers, preformed collars, custom sleeves, mechanical clamps, termination bars, and protective covers, you reduce leak paths, prevent delamination, and safeguard warranties. The scope addresses surface condition, compatibility, bond continuity, curing windows, and evidence capture across roofs, podiums, and walls where membranes end or pass through. Outcomes include documented compliance, repeatable workmanship, and traceable records—batch numbers, torque values, wet film readings, and photo evidence—suitable for internal QA, client verification, and authority inspections per approved project specifications and authority requirements. Start in interactive mode to tick items, add comments, upload photos, and export PDF/Excel with a secure QR code.
- Target the highest-risk interfaces—penetrations and terminations—to stop leaks before they start. The checklist validates primers, collars, sleeves, clamps, termination bars, sealants, and protection, with measurable cues such as moisture limits, wet film readings, bond continuity, torque values, and overlap dimensions.
- Build traceability that stands up to audits. Capture product compatibility, batch/lot numbers, expiry dates, welder setpoints or adhesive open times, torque readings, and calibrated instrument IDs. Photos at key stages create indisputable evidence for handover and warranty submissions.
- Interactive online checklist with tick, comment, and export features secured by QR code. Use it in the field to assign actions, track closeouts, and instantly generate shareable PDF/Excel reports for supervisors, consultants, and clients without rework or duplication.
- Practical acceptance cues keep inspections consistent: moisture below limits, tack-free primers, probe-tight seams without fishmouths, smooth concave sealant profiles, correct fastener spacing, and installed protection. The result is reliable, maintainable details that align with approved project specifications and authority requirements.
Pre-Inspection at Penetrations/Terminations
Primers
Collars and Sleeves
Sealants and Fillets
Termination Bars and Clamps
Protection and Verification
Substrate readiness and primers at penetrations
Reliable penetration and termination detailing starts with a stable, dry substrate. Moisture above limits, dust, or oil drastically reduces primer adhesion and long-term performance. Inspectors should measure surface moisture with a calibrated electronic meter, confirm ambient conditions above dew point, and document readings before any primer or adhesive is opened. Primer selection and compatibility are critical—always match chemistry to the membrane and substrate, check expiry dates, and record batch/lot numbers. Apply primer to the manufacturer’s target coverage and verify uniformity using a wet film thickness gauge; three readings per detail give objective control. Maintain the application window, observe pot life and recoat times, and only proceed when the primer is tack-free without dust transfer. These steps prevent blistering, cold joints, and early bond failure, which are common root causes of leakage at penetrations and terminations. Photos of labels, instruments, and measured wet film readings build traceability for client and authority reviews.
- Measure surface moisture; target below 5% or per TDS.
- Record ambient, substrate, and dew point readings.
- Use WFT gauges to confirm uniform primer thickness.
- Log batch numbers, expiry dates, and SDS references.
- Proceed only at tack-free; no dust pickup.
Installing collars, sleeves, and achieving bond continuity
Collars and sleeves bridge complex geometries and must seat tightly without fishmouths or bridging. Dry-fit first to validate sizing within a tight tolerance, then bond or weld following the approved method. When welding or activating adhesives, control heat or open time and document welder setpoints or adhesive data. Roll seams using a hand roller to consolidate the bond, and probe all seams to ensure there are no openings that could channel water. Overlaps should extend sufficiently onto the field membrane to distribute stresses, with reinforcement added at re-entrant corners. Where specified, stainless clamp bands provide positive compression on round penetrations; always torque with a calibrated wrench and record readings. These practices create a continuous, stress-tolerant waterproof path through penetrations and across terminations, reducing risks of peel, shear, and thermal cycling failures.
- Dry-fit collars within ±2 mm; no distortion.
- Roll seams; probe to confirm no openings.
- Maintain minimum 75 mm sleeve overlaps.
- Torque stainless clamps with calibrated tools.
- Reinforce re-entrant corners with patches.
Sealants, termination bars, and protection for durability
Sealants finish edges and terminations but only perform when compatible, correctly dimensioned, and properly tooled. Use bond breaker tape to avoid three-sided adhesion, then tool to a smooth concave profile that supports movement. Record skin and cure times, and protect the area until fully cured. Termination bars should be set straight and anchored to specified centres; seal the top edge with a continuous compatible bead to block capillary ingress. Finally, protect exposed details with cover plates, guards, or boards to resist UV, traffic, and debris. Close with a localized spray test after cure to verify performance. Throughout, capture evidence—photos, measurements, torque values, and batch data—to deliver a defensible record for handover and warranty compliance per approved project specifications and authority requirements.
- Use compatible sealant; verify batch and expiry.
- Tool concave beads 6–10 mm; no pinholes.
- Fix termination bars straight; seal top edge.
- Install UV/mechanical protection as specified.
- Verify with a 10-minute localized spray test.
How to use this interactive checklist
- Preparation: Bring WFT gauge, hygrometer, moisture meter, torque wrench, seam probe, roller, approved primers/sealants, PPE, drawings, and camera. Confirm access is safe and work areas are clean and weather-protected.
- Start interactive mode: Open the checklist for the specific detail, tick items as inspected, attach photos/videos, and record measurements, batch numbers, and tool IDs directly in the relevant fields.
- Add comments and actions: Use comments to log nonconformities, assign corrective actions with due dates, and tag responsible parties. Link re-inspection notes to the same detail entry.
- Export and share: Generate a time-stamped PDF/Excel report including photos, readings, and signatures. Use the embedded QR code to authenticate the version on site or during handover.
- Sign-off and archive: Capture digital signatures from inspector, contractor, and consultant. Lock the record, store it in the project QA folder, and distribute to stakeholders per approval workflow.
Call to Action
- Start Checklist Tick off tasks, leave comments on items or the whole form, and export your completed report to PDF or Excel—with a built-in QR code for authenticity.
- Download Excel - Penetration/Termination Detailing Inspection
- Download PDF - Penetration/Termination Detailing Inspection
- View Image - Penetration/Termination Detailing Inspection
Cite & Embed
“Penetration/Termination Detailing Inspection by Quollnet”
with a link to
this source page.

FAQ
Question: What moisture level is acceptable before applying primer at penetrations?
Question: Can I use a general-purpose silicone for sealing terminations?
Question: How do I verify collar or sleeve bonds without damaging the detail?
Question: When should I conduct a water test at penetrations and terminations?
Question: What evidence should I capture for approvals and warranty?
Related Articles
Broader reading and guidance connected to this checklist topic.


Is It Important To Customize Your Qr Code And How To Do It?

Open Ncrs At Taking-over / Dlp: What Happens At Handover And How To Escalate

Related Checklists
Keep the workflow moving with nearby templates chosen from similar checklist content.